Anil Achyuta, Investment Director, TDK Ventures
Historical Perspective
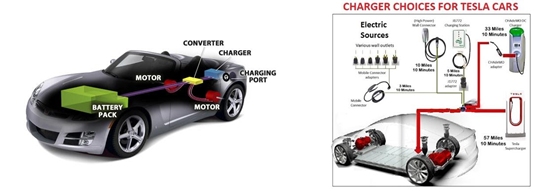
Electric vehicles (EV) are defined as any mode of transportation where electric power facilitates the work necessary to drive motion and move us forward, as well as being capable of carrying some loading capacity, often times ourselves, from point A to point B. In contrast to most power plants wherein the electric power is harvested from some sort of mechanical motion, in the case of today’s EVs, the electrical energy is derived from the use of a battery-converted, stored chemical energy to electric energy. As is shown in basic detail in Figure 1, this involves a high capacity (chargeable) battery connected to an electro-mechanical converter to induce rotary motion in the wheels upon command.
When EVs are thought of today, images and media stories regarding the rise of Tesla as a titan in the field immediately come to mind, as well as some other pacesetters that have led the way in recent years — such as the Chevy Volt, Nio technologies, or even the Toyota Prius hybrid released in 2000. While these are some of the major players of the day — and Elon Musk’s role cannot be overstated — electric vehicles have actually been a long time coming. It’s difficult to provide an exact date, but inventors had come up with roadworthy electric vehicles as early as the first half of the 19th century (early 1800’s). They initially appeared alongside steam and gasoline alternatives, with Ferdinand Porsche even creating an electric P1 in 1898. However, focus quickly shifted to gasoline engines, when Henry Ford was able to undercut affordability by being 37% of the cost of an electric vehicle1.
From that point onward, the market had spoken, and the gasoline engine became the name of the game — including taking the lion-share of media attention, engineering development, and R&D resources. For a while it seemed the idea of electric cars would be no more than a science project until the 1970–80’s brought to critical attention the dangers of gas dependence, resource shortages, and the beginnings of the environmental mindfulness movement. One of several responses to this was a Department of Energy directive encouraging EV research and seeking alternatives to oil-heavy technology (Electric and Hybrid Vehicle Research, Development, and Demonstration Act of 1976).
With incentives finally pushing progress, the technological challenges slowly became clear in the following decades, which all came down to a single lynchpin — energy density. The key milestone to viability for EV technology was to develop battery technology or battery output similar to that of a gasoline engine alternative of comparable scale (both size and weight). Following suit, much of EV research then symbiotically focused on improved battery development, getting the energy demand to par — or refining car designs and reducing the energy potentially required.
Enter lithium-ion battery (LIB) technology.
British-American chemist Stan Whittingham first proposed Li-ion batteries in the 1970s. American materials scientist John Goodenough developed cathode materials in the 1980s. Japanese chemist Akira Yoshino developed the first commercial lithium-ion battery in the 1990s. Together, all three of them won the Nobel Prize in Chemistry in 2019. Li-ion batteries have almost 4x the energy/unit mass and nearly 7x the energy/unit volume when compared to traditional lead-acid car batteries, on top of 3x the voltage capacity.
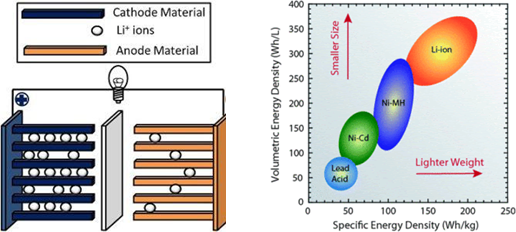
The makeup is fairly straightforward as is illustrated in Figure 2. A positively charged material (cathode) is placed against a separating barrier from a negatively charged (anode) material. When an electric load is introduced connecting the anode and cathode, Lithium ions flow from negative to positive, imparting a discharging current. When this load is removed and a current is given to the system, the Lithium ions flow back to the anode “charging” the system — thus rechargeable.
The energy properties of LiB are of incredible quality and enable the necessary power for EV’s to be a true competitor against gasoline vehicle technology, when performance, value, and clean energy are considered. Their innovation in the use of LiB in EVs is what has driven Tesla to the top and brought them wide acceptance as the current king player in the developing EV space — gaining enough traction to even convince Chevy and GM to join the game and contribute to progress in this technology area. Which takes us to now. Technology is beginning to mature and businesses are taking notice. However, rapid progress has brought with it the realities of scaling and the growing pains that must be overcome for the industry to blossom as most projections indicate.
Current State of the EV/LIBs Manufacturing World
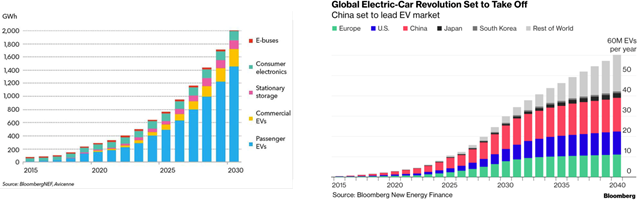
The market is literally exploding. Projections expect the manufacturing of EVs to hit 10M/year by 2025 and up to 60M/year by 2040 — with China as the distinct leader. This intrinsically will spur the development and increased capacity of Lithium-ion batteries to keep pace. Over 2,000 GWh is expected to be in demand by 2030 with over 1,400 GWh of that dedicated to passenger vehicles alone. In comparison, manufacturing capacity is only projected to break around 1,500 GWh by 2030 — signaling a huge demand (Figure 3).
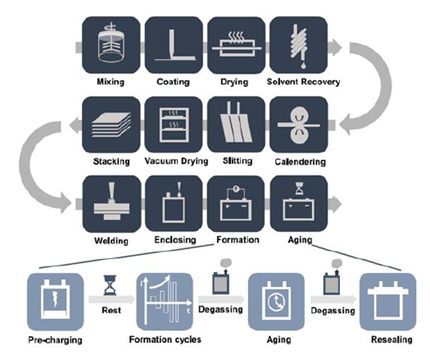
To achieve the capabilities and capacity necessary, the first step is rapid and quality manufacturing of lithium-ion batteries — which is a problem. The current standard for LIBs manufacturing is complex. To summarize, the process begins with mixing cathode (or anode) active powder with polymer binder and conductive additives in wet solvent as a slurry solution, which is then “poured” to coat the current collectors. Now properly in place, the mixture is subjected to several rounds of drying to remove the solvent, after which it is subjected to extensive further processing — such as calendering, slitting, vacuum drying — to create battery electrodes. These battery electrodes are then stacked, enclosed, formed, aged, and finally assembled into the end-product, which is called a battery cell. This process is visualized in Figure 4.
With so many moving parts, this process has plenty of pain points, which have plagued the industry. However, the most expensive are by far those associated with wet-slurry coating — specifically drying of the N-Methylpyrrolidone (NMP) solvent. The capital expenditure is massive with drying equipment possibly taking up to 80 meters in length, and the solvent itself is inherently toxic, requiring operational expenditures and safety hazards which are just as draining on resources. In fact, it is estimated up to almost $46 per pack or $1.12 per kg of NMP is spent on NMP recycling alone, which can easily add to millions of dollars in cost per year (Reference 2). It is important to note this is a pervasive problem and affects all of those in the EV and battery technology industries.
Elon Musk has brought some notoriety to this particular issue saying, “Dry electrode is a key piece (one of many pieces) of the puzzle for lowering cost of lithium batteries,” (Reference 3) while addressing the Tesla selloff of Maxwell technologies though retaining their dry electrode methodologies. Despite having their technology since the original purchase in 2019, it still appears there are ways to go as Musk also stated, “Maxwell’s dry coating was sort of a proof-of-concept. Post-acquisition, we have revised this process at least four times and there’s still a lot of work to do. These things work well in lab-scale, but to go from lab to pilot to mass production, it is insanely difficult to scale-up.” (Reference 4)
In examining the industry as a whole, investments in batteries have been almost purely focused on improving chemistry and not as much on manufacturing innovations to address the issue described above. Seeing the huge potential of these technologies to improve and encourage transition to sustainable energy, we at TDK ventures have decided to focus our strategy on this manufacturing aspect — particularly dry-electrode technologies.
TDK Ventures’ Strategic Outlook on EVs and LIBs Manufacturing Process Innovations
So, why have we invested the way we have?
Motivated by the potential for greater sustainability, we began scouting for potential technologies that could bring about a paradigm change to the manufacturing process — specifically the wet- coating problem. We identified several core technologies — like electro-spraying, extrusion, vapor deposition, melt spinning, and melt spraying — all with their own pros and cons.
- Electro-spraying is additive manufacturing applied to the charged metals space, wherein charged powders are sprayed to a substrate of the opposite charge. This provides high speed, uniformity, flexibility, and layering capabilities, but with drawbacks of requiring dry mixing and heated-pressing considerations.
- Extrusion is a viable option, wherein a cathode paste and divider substrate are mechanically extruded into form and shape at high speed and high uniformity — however this is limited to the cathode and also requires heated pressing to finalize.
- Vapor deposition is unique in vaporizing an active material and (within a vacuum) depositing said material on a substrate. This provides angstrom-precise thickness control, however it requires excess energy and is slow with scalability, both of which are of huge concern.
- Melt spinning melts a layer of the material of interest into a spinning drum, where centrifugal force creates a consistent layer and will separate multiple layers based on density, if more than one material is introduced. However, this can quickly get complicated and intractable, when too dissimilar materials are involved and require excessive energy for operations, particularly at scale.
- Melt spraying is spraying a material on a heated substrate to which it will melt and bind, which has similar restrictions to spinning and remains relatively unexplored.
Of these techniques, AM Batteries (AMB) and their novel electro-spray approach showed the most promises based on both technical and market viability analysis. Their method includes a dry spray of electrically charged cathode particles which are attracted to the oppositely charged base foil. The electrically bound mixture is then mechanically pressed and bound into place via hot roller and the result is a layer of consistent and controllable thickness — all with no wet slurry necessary and a calculated potential for more than 57% reduction in energy required.
Two of their founders, Profs. Yan Wang and Heng Pan, are internationally recognized experts in dry-mixing, coating, and pressing within the field of battery manufacture. Leveraging this experience, AMB developed their process to come out even or better in most critical performance parameters, when compared to the current wet-slurry standard, and more so done in such a way that the method can be readily implemented into current manufacturing lines. This drastically decreases necessary time to transition the technology for use in mass production and distinguishes the technology as ripe for venture-style returns.
To ensure diligence, we vetted AMB’s approach against other technologies through comparison of performance parameters and characteristics including: binder type, binder cost, anode feasibility, mixing/coating energy consumption, coating speed, electrode thickness capability, and more including an overall evaluation of technical maturity to evaluate readiness for implementation. In all cases, we felt that AMB proved to be just as good, better, or demonstrated potential to perform better across the board compared to state-of-the-art “wet coating” methods. Based on our independent review of cell-makers and potential customers (in the EV and consumer batteries market), providing the context previously discussed here, it was immediately apparent how relevant and pervasive a solution such as this could be throughout the battery industry.
Moving forward, AMB is addressing concerns for mass production head-on. Over the next 18 months, they are looking to develop a pilot coater to demonstrate to customers in practice how they can bridge that gap from lab to near-manufacturing scale in an effort to mitigate manufacturability risk. This is where we, as a corporate venture fund, can leverage our mothership TDK Corporation’s expertise to help AMB. TDK’s engineers are pioneers in materials science, process engineering, and mass manufacturing in the LiB industry. We are ever thankful for our TDK engineers and we hope that AMB’s team can leverage our “TDK Goodness” throughout their technology development and deployment journey.
TDK Ventures’ mission is to deliver meaningful financial results while exploring strategically relevant technologies to bring positive change to society and the environment. We believe AMB can be a pivotal building block towards positive change on the road toward sustainable energy transition, and we hope to use our mission and vision to ensure AMB can be a key player along the way.
References
1 Source — The History of the Electric Car. (Sept 2014). Retrieved from https://www.energy.gov/articles/history-electric-ca
2 Ahmed, Shabbir, Paul A. Nelson, Kevin G. Gallagher, and Dennis W. Dees. “Energy impact of cathode drying and solvent recovery during lithium-ion battery manufacturing.” Journal of Power Sources 322 (2016): 169–178.
3 https://thedriven.io/2021/07/22/tesla-sells-maxwell-technologies-but-keeps-dry-cell-tech/
4 Elon Musk quoted — Battery Days, Sept 2020